Casting
By DarthVader
Date: 2022-06-25
Topic: 137 see comments
Post views: 1246
Casting
Casting is the process of filling a mould with a fluid which then solidifies the shape of the mould cavity.
Casting (or pouring) is one of the most convenient ways of making 3D shapes, especially if repeated copies are required. However, it must be possible to get the material into liquid form, and the liquid has to be fluid enough to be poured.
Types of casting
Sand casting
Sand casting is an example of a non-permanent moulding process where the mould is destroyed to remove the casting.
A solid replica of the required object is made called the ‘pattern’, then specially prepared sand is rammed around the pattern in a ‘moulding box’.
When the pattern is removed it leaves behind a shaped cavity. The liquid metal is then poured into the cavity.
PROS:
- any shape and size possible
- can cast large castings
- cheaper than other methods
- good for small quantities and ‘one-off’ products
- cheap to produce patterns and moulds
CONS:
- produces rough surfaces
- not ideal for small items
- surface finishing required
- runners & risers have to be cut away
- labour-intensive
- dimensions not very accurate
- new mould every time
- slow
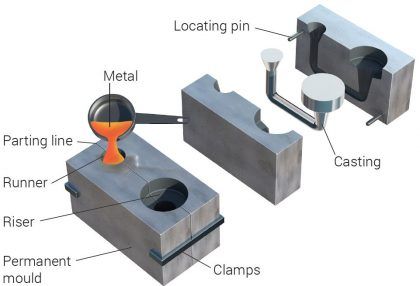
Gravity die-casting
Gravity die-casting is an example of permanent moulding where the mould can be re-used many times.
This process is similar to sand casting except that the mould is cut from solid metal, usually cast iron or steel. Similar to sand casting, the liquid metal is poured in through the ‘runner’ and flows down into the mould cavity. The runners, where fluid is poured in, and risers, which fill with excess fluid once the cavity is full, also act as resovoirs of liquid to top up the casting as the metal contracts on cooling.
PROS:
- better surface finish
- accurate mould cavity
- faster cooling of the cast
- good for large numbers
- relatively fast
CONS:
- metal moulds required
- not economical for large products
- expensive moulds
Pressure die-casting
Pressure die-casting is a development of gravity die-casting in which the molten metal is injected into the steel mould under pressure. Again the metal being cast must have a lower melting temperature than the mould material.
Pressure die-casting can be used to make thin shapes as the metal is pushed throught the mould under high pressure.
The process is faster than gravity die-casting, but a faster process is generally more prone to defects.
PROS:
- faster than gravity die-casting
- can create shapes with very small thicknesses
- better surface finish
- closer dimensional tolerances
- good for large numbers
CONS:
- faster process is more prone to defects
- expensive moulds
Injection moulding
Injection moulding is the most important ‘casting’ process used for thermoplastic polymer materials, and is the plastics equivalent of the pressure die-casting process used for metals.
When heated, thermoplastics do not become as fluid as metals, and most polymers start to degrade before they reach a sufficiently high temperature to fill a mould under the force of gravity alone. The injection-moulding process was developed specifically for thermoplastics.
Raw polymer granules are dropped into a hopper and fed into a screw which transports the material forward into an electrically heated section. As the material is heated it softens and flows, the screw mixes and compresses the polymer to remove air as the granules soften and melt.
When the cylinder contains enough material to fill the mould, the screw action is stopped. In the final stage, the screw moves axially, acting as a ram, injecting the material through a small nozzle and down the channels (runners) into the shaped cavity within a cooled mould.
The liquid polymer is highly viscous, but the high injection pressure causes the long polymer molecules, which are usually tangled, to stretch out along the direction they are being pushed. The straightening of the molecules that results is known as ‘shear thinning’, and it allows the mould to be filled more easily than might otherwise be the case. Shear thinning is essential to injection moulding and can be achieved only if high injection pressures are used.
Versions of injection moulding are used for processing both thermosetting plastics and rubber materials. Because these rely on chemical reactions to solidify, various details of the processes differ from those of thermoplastic injection moulding discussed above, although the principles remain the same.
Various other processes used for plastics can also be classed as casting. In particular, the traditional way of producing large items from polymer composite materials such as glass-reinforced plastics (fibreglass) is to cast the material into an open mould.
PROS:
- specifically developed for thermoplastics
- good for large numbers
- fast
- accurate
CONS:
- material restricted to plastics
- expensive moulds
- polymer shrinkage on solidification can create voids or depressions in injection-moulded products (this is also true for metal casting methods and metal cast products)
Key words/terms
- Thermoplastic - polymers such as HDPE in which the polymer chains can slide past eachother relatively easily. Can be repeatedly softened by heating and will solidify on cooling.
- Thermosetting - polymer such as epoxy resin or vulcanised rubber, crosslinking between polymer chains forms fixed structures that decompose rather than melt when heated.
- Viscosity - lower-viscosity liquids are runnier than higher-viscosity ones, and the viscosity of a liquid generally goes down as its temperature goes up.
- Fluidity - describes the ability of a substance to flow, taking into account any viscosity changes, cooling rates, surface tension etc.
- Refractory material - material that can stand very high temperatures.
- Shear - general term used to describe a stress acting on a body in the same plane as one of its faces.
- Shear thinning - straightening of molecules along the direction of an applied force.
- Porosity - fraction or percentage of the volume of a material that is made up of voids.


| Comments | Creator | Date | ID |
|---|


